
酸洗磷化工艺如何成为金属表面处理的隐形守护者?
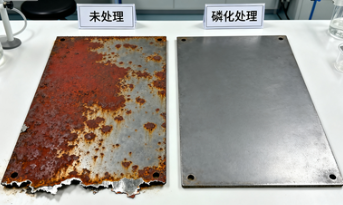
当我们驾驶汽车穿梭于城市之间,使用家电享受现代生活,这些金属制品为何能够长期抵抗腐蚀的侵袭?答案就隐藏在酸洗磷化工艺这一金属表面处理的关键技术中。酸洗磷化工艺如何通过化学转化在金属表面构建起一道隐形的防护屏障?这个问题的答案不仅关乎工业制造的质量水准,更直接影响着产品使用寿命和安全性能。酸洗磷化工艺本质上是通过化学方法在金属表面形成一层不溶性磷酸盐保护膜的过程,这层薄膜虽然厚度仅有微米级别,却能为金属材料提供卓越的防腐蚀性能和涂装基础。
酸洗磷化工艺是一个系统的化学工程过程,包含脱脂、水洗、酸洗、表调、磷化、后处理等多个环节。在脱脂阶段,通过碱性清洗剂去除金属表面的油污和杂质;酸洗工序则利用盐酸或硫酸溶液溶解金属氧化物;表调处理通过胶体钛盐溶液活化金属表面;最后在磷化槽中,金属与磷化液发生化学反应生成均匀细致的磷化膜。某汽车制造企业通过优化磷化工艺参数,使车身磷化膜结晶尺寸控制在3-5微米,涂层附着力提升百分之三十,耐腐蚀性能达到一千小时盐雾试验无红锈。
酸洗磷化工艺的化学本质与成膜机理

磷化过程的本质是金属在酸性环境下发生的局部电化学腐蚀与沉积反应。当金属工件浸入磷化液时,表面发生铁的溶解并释放氢气,同时溶液中的磷酸二氢盐分解产生磷酸根离子。随着界面pH值升高,磷酸根与金属离子在表面结晶成膜。锌系磷化过程中,锌离子与磷酸根形成磷酸锌结晶;锰系磷化则生成磷酸锰铁复合晶体。这些细微的晶体相互交织,形成具有多孔结构的表面覆盖层。某研究机构通过扫描电镜观察发现,优化后的磷化膜晶体呈片状交错排列,孔隙率降低至百分之五以下,显著提升了防护性能。
工艺参数对磷化质量的关键影响
温度控制是磷化工艺的核心要素。磷化反应需要在特定温度范围内进行,通常锌系磷化在35-45摄氏度,锰系磷化在85-95摄氏度。温度过低会导致反应速率过慢,膜层过薄;温度过高则加速溶液分解,造成沉渣增多。某家电企业通过引入智能温控系统,将磷化槽温度波动控制在正负一度以内,产品合格率提升至百分之九十九点五。pH值的精确调控同样重要,最佳范围通常在2.8-3.2之间,需通过自动滴加装置维持酸碱平衡。
不同磷化体系的特性与应用
锌系磷化以其快速成膜和优良的涂装适应性,广泛应用于汽车、家电等行业。其生成的磷酸锌结晶提供良好的涂料附着基础,同时具有一定的防腐蚀能力。某汽车零部件厂采用低温锌系磷化工艺,在四十分钟内完成全过程,膜重达到每平方米三克,满足电泳涂装要求。锰系磷化则以其卓越的耐磨性能和抗腐蚀能力,常用于发动机零部件、紧固件等产品。铁系磷化形成的磷酸铁膜层较薄,主要用作工序间防锈或装饰性涂层的基础。
环保挑战与技术创新
传统磷化工艺面临严峻的环保压力。含磷废水需要专门处理,重金属离子排放受到严格限制。某制造企业投资建设了废水回收系统,通过膜分离技术实现百分之八十的工艺水回用,每年减少废水排放十万吨。无镍无亚硝酸盐磷化液的开发取得突破性进展,新型环保促进剂在保证工艺性能的同时,大幅降低了环境负担。低温磷化技术的推广使能耗降低百分之四十,实现了经济效益与环境效益的双赢。
工艺质量控制与检测方法
磷化膜质量的系统评估包含多项指标。膜重测量通过称重法确定单位面积的膜层质量,锌系磷化通常要求每平方米一点五到四克。结晶形态通过金相显微镜观察,优质磷化膜应结晶致密均匀。耐腐蚀性能采用盐雾试验考核,汽车行业要求五百小时以上无红锈。某质检机构开发了快速检测方法,通过电化学阻抗谱可在五分钟内评估磷化膜防护性能,为生产过程提供实时反馈。
行业应用与创新发展
在汽车制造领域,磷化工艺持续优化创新。某汽车工厂采用锆系表面转化技术,将预处理工序从七道缩减至五道,生产线长度缩短百分之三十,能耗降低百分之二十五。在航空航天领域,镁合金微弧氧化技术可在部件表面生成陶瓷化膜层,硬度达到传统磷化膜的十倍以上。电子行业则开发出适用于精密元件的纳米涂层技术,膜厚仅零点五微米却具有卓越的防护性能。
酸洗磷化工艺的发展历程体现了表面处理技术的持续进步。从传统的重污染工艺到现代环保技术,从单一防腐蚀功能到多功能复合涂层,这一传统工艺正在不断焕发新的活力。随着新材料、新工艺的不断涌现,酸洗磷化技术将继续为工业制造提供可靠的表面处理解决方案,为产品质量和寿命提供坚实保障。
