
化工反应釜:工业化学反应的“心脏”设备解析
在现代化工生产中,反应釜几乎无处不在。从药品合成、石油炼制,到食品添加剂和新材料的制造,反应釜都是核心装备之一。它不仅是化学反应的容器,更是一个集温控、搅拌、传热、反应控制于一体的复杂系统。可以说,反应釜的性能直接决定了一条化工生产线的效率与安全。
一、化工反应釜的定义与功能
化工反应釜(Chemical Reactor)是一种用于完成物理或化学反应的密闭容器。它能提供反应所需的温度、压力、搅拌速度以及催化环境,确保反应在可控条件下进行。
常见的反应釜类型包括:
- 不锈钢反应釜:耐腐蚀性强,广泛用于医药、食品和精细化工;
- 搪玻璃反应釜:内壁覆盖玻璃层,适合酸性介质;
- 高压反应釜:用于需要高温高压条件的有机合成;
- 聚合釜:专为聚合反应(如聚乙烯、聚丙烯生产)设计。
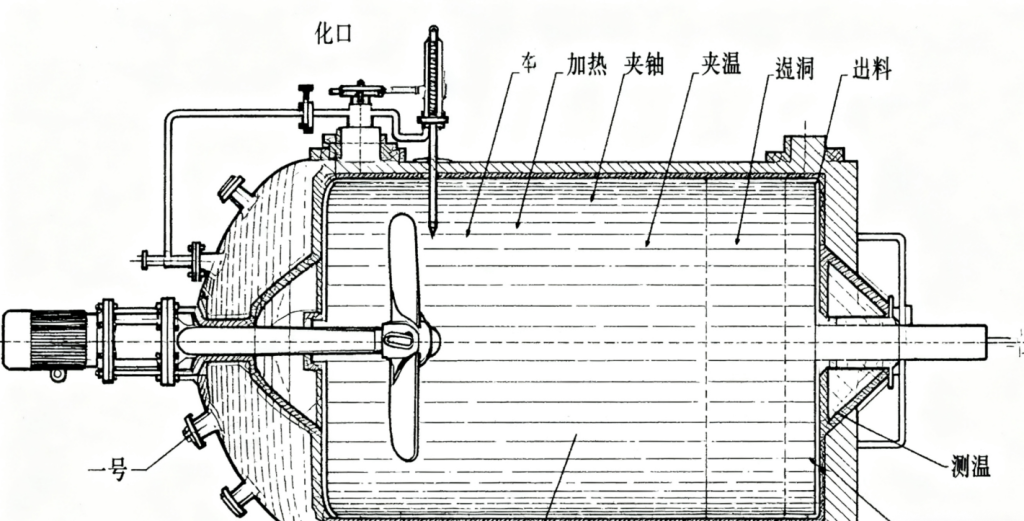
一个标准反应釜通常由釜体、搅拌装置、加热系统、冷却系统、压力表、安全阀和密封系统组成。这种精密结构保证了反应的稳定性、安全性和重复性。

二、反应釜的关键技术特征
1. 材质选择——化工“防腐战”的关键
反应釜的材质直接关系到使用寿命和反应质量。常见材料包括304/316L不锈钢、碳钢、钛材、搪瓷玻璃等。例如,在酸性介质中反应时,搪玻璃反应釜能有效避免金属离子污染,确保产品纯度;而在强碱条件下,不锈钢釜则表现出更好的耐蚀性。
2. 温度与压力控制——反应速率的“节拍器”
化学反应往往对温度极其敏感,升高1°C都可能显著影响反应速率。反应釜通过夹套加热或内盘管加热,利用蒸汽、电加热或导热油精准控制反应温度。而压力控制系统则保障在高压反应中不会发生爆炸风险,例如氢化反应釜通常配备自动泄压阀与爆破片双重保护。
3. 搅拌与传质——决定产品均匀度的“隐形工艺”
搅拌是反应釜的灵魂。不同的反应体系需要不同类型的搅拌桨:如推进式桨叶适合低黏度液体混合,而锚式桨叶更适合高黏度聚合反应。良好的搅拌能促进反应物分子充分接触,提高转化率和反应选择性。
三、化工反应釜在实践中的应用案例
案例一:医药合成中的精准反应控制
在制药领域,反应釜几乎参与了所有原料药(API)的合成。例如在青霉素钾盐生产过程中,反应釜需维持精确的pH与温度条件,任何偏差都可能导致产率下降或副产物增加。高端不锈钢反应釜搭配自动控制系统,使得药品反应过程可控、安全、可追溯。
案例二:聚合反应釜推动新材料制造
聚丙烯、聚乙烯等高分子材料的制备均离不开聚合釜。通过控制反应釜内温度、压力和催化剂投料,企业能够生产出不同密度和分子量的塑料产品。例如,中国石化的聚乙烯生产线就采用大型连续聚合反应釜,实现了高效、高纯度的聚合反应。
案例三:食品与香料行业的温和反应技术
食品添加剂如山梨酸钾、香兰素的合成,通常需要温和反应环境。反应釜能通过精密的温控系统,保持恒定的温度,使化学反应稳定进行,同时避免高温造成香味物质的分解。
四、反应釜与智能制造的结合
随着“化工4.0”时代的到来,反应釜正逐步走向自动化与智能化。现代反应釜可实现数据采集、远程监控、AI预测反应趋势等功能。例如,智能反应釜系统能根据实时温度与反应速率自动调整搅拌速度或加热功率,大幅提升能效并降低人为误差。
未来,反应釜不再只是单一的反应容器,而是一个能学习、优化、预测的化工中枢设备。
五、安全与环保:反应釜设计的底线
化工反应往往伴随高温高压、易燃易爆风险。优质反应釜不仅要满足生产效率,更要具备多重安全防护。例如:
- 安全阀与爆破片双保险;
- 自动紧急泄压系统;
- 耐高压密封圈与防静电接地;
- 废气冷凝回收装置,防止有害气体外逸。
此外,绿色化工趋势下,节能与减排也成为反应釜设计重点。采用循环导热油系统或热量回收装置的反应釜,能显著降低能耗,实现清洁生产。
六、结语:反应釜是工业化学的温度计与安全阀
从微观分子的化学变化到万吨级化工装置的连续反应,反应釜始终是连接实验室与工业生产的桥梁。它不仅体现了化学反应工程的智慧,更承载着安全、环保与效率的多重使命。
未来,随着材料科学、自动控制与AI算法的进步,化工反应釜将朝着更高效、更智能、更绿色的方向发展,继续在工业文明的心脏处跳动。
