
造纸厂污水治理:一位环境工程师的技术剖析与实践思考
作为一名长期从事工业废水处理的环境工程师,我亲眼见证了造纸行业在污水治理领域的艰难转型与技术进步。每当站在轰鸣的污水处理池边,看着浑浊的造纸废水经过一道道工序逐渐变得清澈,我总忍不住思考这套系统背后的科学逻辑与现实意义。今天,就让我们从技术实践的角度,深入探讨造纸厂污水处理的核心要义。
污水特征:不只是“黑水”那么简单
造纸废水最显著的特征是其高浓度有机污染。还记得我第一次进入造纸厂时,被那池墨黑色的废水震惊——这不仅是颜色问题,更意味着每升废水含有数千毫克的化学需氧量(COD)。这种“黑水”主要来自制浆阶段的木素、半纤维素降解产物,以及漂白过程中产生的氯代有机物。
以某大型纸厂为例,其制浆废水的COD浓度可达8000-15000mg/L,是典型城市污水的80倍以上。这些废水若直接排放,将迅速耗尽河流中的溶解氧,造成水生生态系统崩溃。
更棘手的是废水中的毒性物质。传统的氯漂白工艺会产生二噁英类化合物,这些持久性有机污染物即使在微量状态下也能通过食物链富集,威胁人类健康。正是这种双重污染特性——高有机负荷与特定毒性物质并存,决定了造纸污水处理必须采用组合工艺路线。
技术核心:四级处理体系的协同作战
现代造纸厂污水处理通常采用四级处理模式,每级都有其不可替代的作用。
在预处理阶段,我们首先通过格栅和沉淀池去除纤维屑和沙粒。这个看似简单的步骤至关重要——我曾经处理过因筛网破损导致后续泵机频繁故障的案例,小小的疏忽就能让整个系统瘫痪。
核心的二级处理主要针对有机污染物。活性污泥法在这里表现出色,通过微生物群落将溶解性有机物转化为生物体和水。在某技改项目中,我们通过优化曝气系统和控制营养盐投加比例,将COD去除率从85%提升至93%,每年减少有机污染物排放超过200吨。
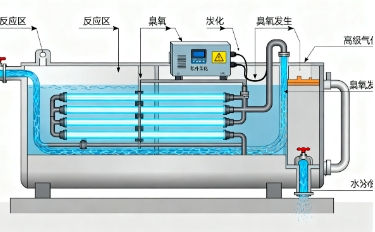
但对于难以生物降解的物质,我们必须祭出三级处理的“杀手锏”。混凝沉淀通过投加PAC(聚合氯化铝)和PAM(聚丙烯酰胺)形成矾花,吸附去除胶体物质和部分溶解性有机物。而高级氧化技术则通过产生羟基自由基,无选择性地分解那些顽固的有机分子。
记得我们处理一批高色度废水时,常规工艺效果有限,最终采用臭氧-紫外联用技术,成功将色度从500倍降至20倍以下,解决了长期困扰企业的“红水”问题。

实践挑战:理想与现实的差距
理论上完美的工艺路线,在实践中常常遭遇挑战。水质波动是最常见的问题——原料变化、生产调整都会影响废水特性。我们曾遇到过因废纸原料品质波动导致重金属离子浓度突然升高,险些造成生化系统崩溃的险情。
成本压力更是无处不在。高级处理技术的运行费用惊人,每吨水的处理成本可能超过5元。对于利润率不高的造纸企业而言,这确实是沉重的负担。因此,我们必须在达标排放和经济可行之间寻找平衡点。
sludge处理是另一个容易被忽视的环节。曾经有个项目,虽然出水水质优异,但产生的污泥量巨大,处置费用占到总成本的40%。后来我们通过污泥减量化技术改造,才解决了这个隐性痛点。
未来方向:从末端治理到全过程控制
经过多年的实践,我深刻认识到单纯的末端治理存在局限性。真正的解决方案应该向前延伸至清洁生产。
在某包装纸厂,我们协助其改用无氯漂白技术,从源头上消除了有机氯化物的产生。又如在某文化纸生产线,通过白水回用系统实现了95%的水循环率,不仅减少了废水排放,还显著降低了取水成本。
未来的造纸污水处理将更加注重资源回收——从废水中提取木素制备分散剂,将沼气发电余热用于生产工艺,这些循环经济模式正在成为行业新标准。
结语
造纸污水处理从来不是简单的技术套用,而是需要根据具体条件不断优化的系统工程。每次技术突破,每次工艺改进,都代表着我们对环境保护的承诺和对可持续发展的追求。作为亲历者,我坚信通过技术创新和管理优化,造纸这个传统行业定能实现经济效益与环境效益的双赢。
